Industrial Sectors
Pharmaceutical
Industrial pharmaceutical facilities are dedicated to producing safe, effective, and high-quality pharmaceutical products that comply with stringent regulatory standards such as those set by the FDA and EMA. Achieving this level of quality demands meticulous control over various manufacturing processes, with temperature regulation being a key factor. Precise temperature management is essential for maintaining the stability and potency of active pharmaceutical ingredients (APIs), preventing degradation, and ensuring the consistency and safety of every production batch.
Many pharmaceutical processes are sensitive to temperature fluctuations. Even minor deviations can compromise product quality, lead to batch failures, or violate regulatory requirements. Heat tracing technologies play a critical role in maintaining consistent temperatures throughout the facility, safeguarding the integrity of ingredients, and supporting reliable production outcomes
Several systems within a pharmaceutical manufacturing environment benefit from the implementation of heat tracing solutions, including:
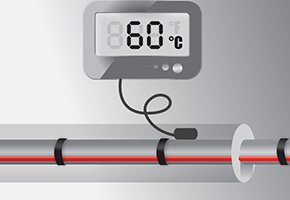
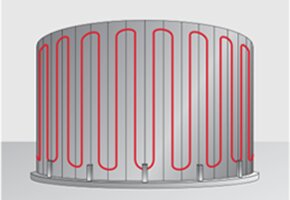
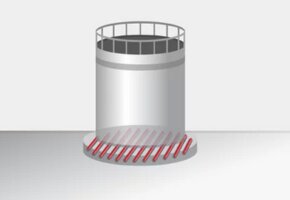
- Process Piping and Storage Tanks: Piping that transports water, solvents, or APIs, as well as storage tanks, require stable temperatures to prevent ingredient crystallization, viscosity changes, and product degradation.
- Purified Water, Clean Steam, and Utility Lines: Distribution lines for purified water and clean steam, HVAC condensate lines, and fire protection sprinkler systems utilize heat tracing to prevent freezing, maintain sterility, and ensure operational readiness, especially in cold environments.
- Hot Water Loops and Drain Lines: Hot water circulation loops, drain lines, and sampling lines are equipped with heat tracing to preserve product integrity, prevent blockages, and support facility safety.